


Miután megtörtént a hőkezelés, a szénasárga színt polírozással tűntettem el a fém felszínéről, amiután visszanyerte szép, fémes színét. Nekem személy szerint jobban tetszik a matt felület, mint a fénylő, így durvább anyaggal lett polírozva. A többi kés tervezői viszont a csillogó felületet részesítették előnyben.
Hőkezelés 2. (megeresztés)
2010.06.15. 11:24 | [Todec] | Szólj hozzá!
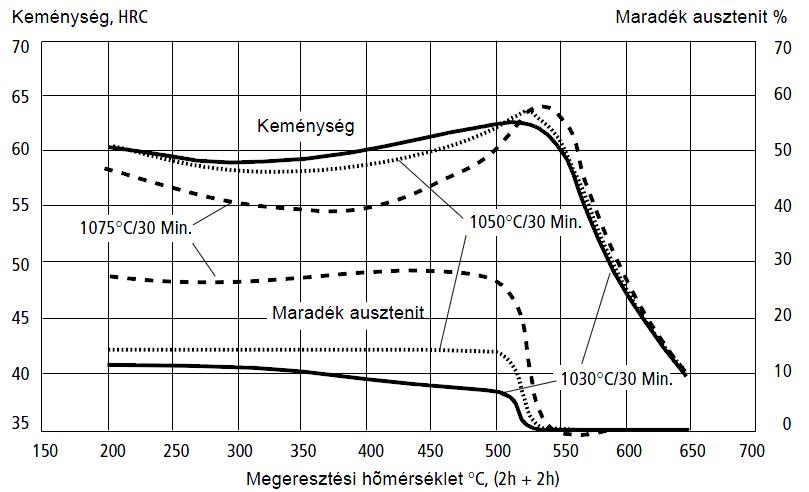
Az acél edzését követően a megeresztés következett, ami azért fontos, hogy finom szövetszerkezetű perlitet állítsunk elő, azaz konyhanyelven hogy rugalmas legyen az anyag, az igénybevételek számára megfelelőbb legyen, nagyobb szívóssággal rendelkezzen. A gyakorlatban ezt úgy kell véghezvinni, hogy az edzést követően a célnak megfelelő hőmérsékletre hevítjük az anyagot, majd megfelelő ideig hőntartjuk. Az anyagjellemzők a hőmérséklet és a hőntartási idő függvényében változnak.
Akit jobban érdekel a téma, íme egy kis szakszöveg, akit nem az ugorja át ezt a bekezdést. Az alacsony hőmérsékleten (100-300°C) végrehajtott megeresztés során a martenzites állapottal járó ridegség csökkenthető (miközben a keménység nem vagy csak alig változik. A magas hőmérsékleten (500-680°C) végrehajtott megeresztés során a martenzitmegbontásával,finom karbid-eloszlás és jelentős szívósság érhető el. A kisebb hőmérsékleteknél és rövidebb időértékeknél a keménységcsökkenés kicsi, ugyanakkor a képlékenység- illetve szívósságnövekedés mértéke is kicsi. A megeresztés hőmérsékletére a rideg (edzett állapotú) darabokat óvatosan kell felhevíteni, mert a hőfeszültségekre nagyon érzékenyek. Adott idejű megeresztéseknél a megeresztési hőmérséklet növelésénél a keménység és a szilárdság változása kezdetben nem jelentős. A hőmérséklet jelentős növelésével a keménységcsökkenés (és a képlékenység-ill. szívósságnövekedés) mértéke jelentős lesz.
Az ajánlott megeresztések száma kett, az én késem azonban 4x lett megeresztve, mivel a edzés során kicsit túl keményre sikerült, és ez sajnos a rugalmasság rovására ment volna. Az első két megeresztés 450°C-on történt, mindkét alkalommal két óráig volt a kés ezen a hőmérsékleten a kemencében, utána szobahőmérsékletűre hagytam lehülni levegőn (nem olajban lett hűtve stb, ez fontos!). Mivel még mindig túl kemény volt a penge ezért az előző műveletet megismételtem, de ezúttal 200°C-on. Ezt követően szalmasárga színű lett a penge külseje, ami jó jel, azt jelenti, hogy rugalmas az anyag, és nem olyan üvegszerű, mint az edzés után volt.
Címkék: képlékenység sleipner szívósságnövekedés megeresztés hőkezelés
Hőkezelés 1. (edzés)
2010.06.09. 11:29 | [Todec] | Szólj hozzá!
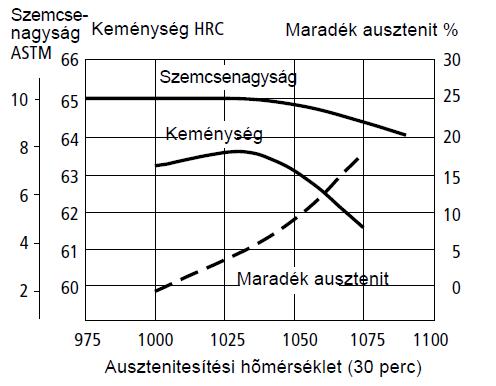
A köszörülés után a hőkezelés folyamata következett, amitől a kés elnyeri végső keménységét, ami az én esetemben HRC 20-ról HRC 64-es keménységűre edzés volt (összehasonlításképpen, a gyémánt keménysége HRC 100). A hőkezelést a Budapesti Műszaki Egyetemen végeztük el szakértők segítségével. Az Uddeholm katalógus szerint az edzést a következő hőmérsékleteken és időintervallumokkal kell elvégezni:
Előmelegítési hõmérséklet : 700°C és 850°C. Ausztenitesítési hőmérséklet: 950–1080°C,
általában 1030–1050°C. Hőntartás: 30 perc. A darabot a hőkezelés során oxidációtól, dekarbonizációtól védeni kell.
A hűtőközeg (amibe belemártjuk az izzó munkadarabot, hogy a gyors lehüléstől átalakuljon a szemcseszerkezete martenzitessé, és kemény legyen) az alábbiak közül lehetséges:
• Fúvott gáz/ cirkuláló levegő
• Vákum (Vákumkemence elegendő
túlnyomással)
• Sófürdõ vagy fluidágy 500–550°C
• Sófürdõ vagy fluidágy ca. 200–350°C
• Olaj (csak nagyon egyszerû geometriák esetén)
Útmutatás: Eressze meg a szerszámot, amint a mag hőmérséklete az 50-70 C-ot elérte.
Az olaj hűtőközeget választottam, ezt ajánlom mindenkinek, mivel olajban nem hűl le olyan drasztikusan, mint például vízben, és így kevésbé valószínű, hogy nagyméretű repedések (hajszál) legyenek az anyagban. (Repedések mindig vannak, maximum nem tudjuk kimutatni őket...)
Az alábbi diagrammon látható, hogy 1030 Celsius-fokon lesz a legkeményebb a penge, így hát ezen a hőmérsékleten lett edzve az acél.
Íme egy rövid videó a kések edzéséről (nem mi mi szerepelünk rajta)
Címkék: edzés sleipner hőkezelés
Az acél köszörülése (penge, fokél)
2010.06.06. 11:55 | [Todec] | Szólj hozzá!
Miután elkészült a forma kivágása, következett a köszörülés, mely során az él valamint a fokél került kialakításra. A leélezési vonal kicsit lejjebbre került a tervezettehez képest, de így egyszerűbb volt köszörülni, és végeredményben nekem ekkora él is megfelel. Fontos, hogy ezeket a hidegalakítási munkálatokat a hőkezelés előtt kell elvégezni, hiszen ekkor még lágy acéllal dolgozhatunk, a mi esetünkben ez HRC 20-as keménységű volt ekkor, amivel nagyon szépen lehetett dolgozni.

További kések
2010.06.01. 23:01 | [Todec] | Szólj hozzá!
Bár az oldal saját túlélőkésem elkészítése érdekében jött létre, időközben pár ismerősöm is úgy döntött, hogy házilag készít túlélőkést. Ezek ugyanabból az anyagból készülnek, mint az előzőekben ismertetett késem. Íme néhány kép a kivágás utánról:



Címkék: házilag sleipner
A kés kivágása
2010.05.27. 13:34 | [Todec] | 1 komment
 A 100x45x6 mm-es huzalból végül nem a lézeres kivágás mellett döntöttem, mivel az a magas hőmérséklete miatt körben megedzené az anyagot, ami a csiszoláskor, köszörüléskor csak nehézségeket okoz, és nem is tartottam szerencsésnek az idő előtti hőkezelést, azért sarokcsiszolóval lett a megálmodott forma kivágva. Először nem gondoltam volna, hogy ezzel is lehet precíziós munkát végezni, de egy ismerősöm megmutatta, hogy lehetséges a dolog.
A 100x45x6 mm-es huzalból végül nem a lézeres kivágás mellett döntöttem, mivel az a magas hőmérséklete miatt körben megedzené az anyagot, ami a csiszoláskor, köszörüléskor csak nehézségeket okoz, és nem is tartottam szerencsésnek az idő előtti hőkezelést, azért sarokcsiszolóval lett a megálmodott forma kivágva. Először nem gondoltam volna, hogy ezzel is lehet precíziós munkát végezni, de egy ismerősöm megmutatta, hogy lehetséges a dolog.
A kivágás körülbelül egy óra alatt megvolt, közben vizes szivaccsal hűtöttem a felmelegedett részeket. Ezután kézi csiszolókkal tűntettem el a levágáskor keletkezett sorját. És két lyuk lett fúrva a markolatra a fa markolat majdani rögzítése céljából.
Címkék: forma kivágás kés huzal
Anyagválasztás
2010.05.24. 11:31 | [Todec] | Szólj hozzá!
Sok utánajárás, információgyűjtés után végülis az Uddeholm cég Sleipner nevű króm-molibdén-vanádium-ötvözésû szerszámacéljára esett választásom.
A cég munkatársától küldött katalógus szerint az alábbi tulajdonságokkal rendelkezik:
• Jó kopásállóság
• Jó kipattogzással szembeni ellenállás
• Nagy nyomószilárdság
• Nagy keménység (> 60 HRC) magas hőmérsékletű megeresztés esetén is.
• Jó átedzhetőség
• Jó méretstabilitás edzéskor
• Magas megeresztésállóság
• Jó szikraforgácsolhatóság
• Jó forgácsolhatóság és köszörülhetõség
• Felületkezelésre kiválóan alkalmas
Sleipner egy univerzálisan alkalmazható hidegmunkaacél. Abrazív és vegyes kopás, valamint kipattogzással szemben rendkívül jól ellenáll. Emellett igen magas keménység (>60 HRC) érhető el magas hőmérsékletû megeresztéskor. Ez azt jelenti, hogy a felületkezelés, mint a nitridálás vagy PVD-bevonatolás nagy szilárdságú alapon lehetséges.
Bonyolult alakzatok huzalos szikraforgácsolás 60 HRC felett is könnyedén elvégezhető.
Relative vastag keresztmetszetû tömbök esetében is csekély a repedésképzõdés veszélye.
Ezen tulajdonságok közül nekem szinte az összesre szükségem van egy nagy szilárdságú kés elkészítéséhez.