Az acél edzését követően a megeresztés következett, ami azért fontos, hogy finom szövetszerkezetű perlitet állítsunk elő, azaz konyhanyelven hogy rugalmas legyen az anyag, az igénybevételek számára megfelelőbb legyen, nagyobb szívóssággal rendelkezzen. A gyakorlatban ezt úgy kell véghezvinni, hogy az edzést követően a célnak megfelelő hőmérsékletre hevítjük az anyagot, majd megfelelő ideig hőntartjuk. Az anyagjellemzők a hőmérséklet és a hőntartási idő függvényében változnak.
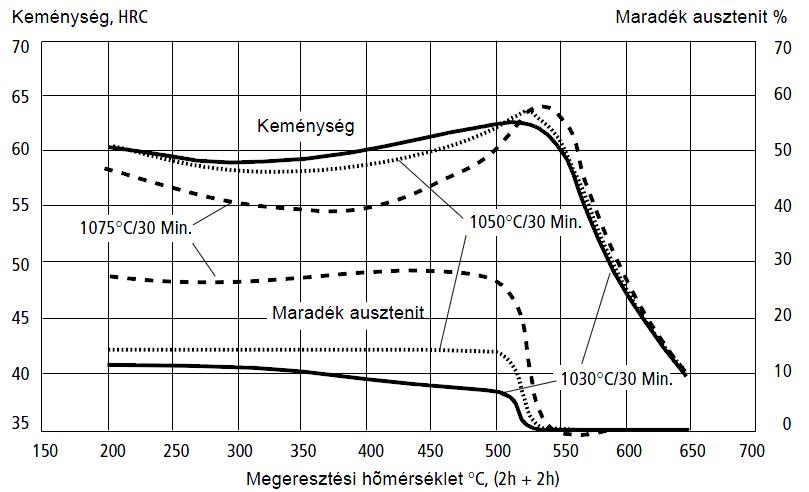
Akit jobban érdekel a téma, íme egy kis szakszöveg, akit nem az ugorja át ezt a bekezdést. Az alacsony hőmérsékleten (100-300°C) végrehajtott megeresztés során a martenzites állapottal járó ridegség csökkenthető (miközben a keménység nem vagy csak alig változik. A magas hőmérsékleten (500-680°C) végrehajtott megeresztés során a martenzitmegbontásával,finom karbid-eloszlás és jelentős szívósság érhető el. A kisebb hőmérsékleteknél és rövidebb időértékeknél a keménységcsökkenés kicsi, ugyanakkor a képlékenység- illetve szívósságnövekedés mértéke is kicsi. A megeresztés hőmérsékletére a rideg (edzett állapotú) darabokat óvatosan kell felhevíteni, mert a hőfeszültségekre nagyon érzékenyek. Adott idejű megeresztéseknél a megeresztési hőmérséklet növelésénél a keménység és a szilárdság változása kezdetben nem jelentős. A hőmérséklet jelentős növelésével a keménységcsökkenés (és a képlékenység-ill. szívósságnövekedés) mértéke jelentős lesz.
Az ajánlott megeresztések száma kett, az én késem azonban 4x lett megeresztve, mivel a edzés során kicsit túl keményre sikerült, és ez sajnos a rugalmasság rovására ment volna. Az első két megeresztés 450°C-on történt, mindkét alkalommal két óráig volt a kés ezen a hőmérsékleten a kemencében, utána szobahőmérsékletűre hagytam lehülni levegőn (nem olajban lett hűtve stb, ez fontos!). Mivel még mindig túl kemény volt a penge ezért az előző műveletet megismételtem, de ezúttal 200°C-on. Ezt követően szalmasárga színű lett a penge külseje, ami jó jel, azt jelenti, hogy rugalmas az anyag, és nem olyan üvegszerű, mint az edzés után volt.